
12年激光塑料焊接系統(tǒng)制造經(jīng)驗(yàn)
中韓合資企業(yè)--盈云光電
服務(wù)熱線:0531-88698207
生產(chǎn)廠家")
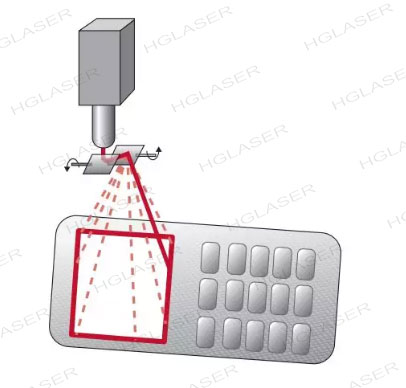
盈云光電作為山東激光塑料焊接設(shè)備生產(chǎn)廠家,,生產(chǎn)的塑料激光焊接設(shè)備主要應(yīng)用于汽車后尾燈,、車載攝像頭、汽車胎壓監(jiān)測(cè)計(jì),、醫(yī)用流體器件,、微流體器件,、液冷燈等產(chǎn)品領(lǐng)域的塑料激光焊接工作,盈云光電激光塑料焊接設(shè)備,,廠家價(jià)格,,歡迎來(lái)電:0531-88698207
焊接是由加熱,、充壓,,或二者并且用,使男同或異性朋友兩工件造成原子之間相結(jié)合的制作工藝和連接方法,。焊接用途廣泛,,既適合于金屬材料,可用于非金屬材料,。塑料激光焊接和超聲波焊接,。
焊接技術(shù)性關(guān)鍵運(yùn)用在金屬材料原材質(zhì)上,常見(jiàn)的有電弧焊接,,氬弧焊機(jī),,CO2保護(hù)焊,O2-乙炔氣體焊,,激光器焊接,,鋼筋焊接等幾種,塑料制品等非金屬材質(zhì)也可以開(kāi)展焊接,。
金屬材料焊接方式有40種之上,,主要分電弧焊接、電弧焊接和纖焊三大類,。
1,、電弧焊接要在焊接過(guò)程中將工件插口加熱至融化情況,不承受壓力進(jìn)行焊接的辦法,。電弧焊接時(shí),,熱原將待焊兩工件連接處快速加熱熔融,產(chǎn)生溶池,。溶池隨熱原往前挪動(dòng),,冷后產(chǎn)生連續(xù)焊縫而把兩工件聯(lián)接變成一體。
2,、電弧焊接要在充壓環(huán)境下,,使兩工件在固態(tài)硬盤(pán)下完成原子之間融合,又被稱為固體焊接,。常見(jiàn)的電弧焊接加工工藝是電阻對(duì)焊,,當(dāng)交流電根據(jù)兩工件的連接端時(shí),,該點(diǎn)因電阻器非常大而溫度升高,,當(dāng)加熱至可塑性的狀態(tài)下,,在軸向壓力影響下聯(lián)接變成一體。
3,、纖焊是采用比工件熔點(diǎn)低的金屬?gòu)?fù)合材料作釬料,,將工件和釬料加熱到高過(guò)釬料溶點(diǎn)、小于工件溶點(diǎn)溫度,,運(yùn)用液體釬料濕潤(rùn)工件,,添充插口空隙并和工件完成原子之間的相互擴(kuò)散,以此來(lái)實(shí)現(xiàn)焊接的辦法,。
焊接是一個(gè)局部快速加熱和降溫環(huán)節(jié),,焊接區(qū)因?yàn)槭艿剿闹芄ぜ旧淼氖`而無(wú)法自由膨脹和收攏,冷后在工件中便造成焊接地應(yīng)力和形變,。關(guān)鍵商品焊后都要清除焊接地應(yīng)力,,糾正焊接形變。
當(dāng)代焊接技術(shù)性已能焊成無(wú)里外缺陷的,、物理性能相當(dāng)于乃至高過(guò)被連接體的焊接,。被焊接體在空間的互相部位稱之為焊接連接頭,接口處強(qiáng)度除受焊縫質(zhì)量危害外,,還與其說(shuō)幾何結(jié)構(gòu),、規(guī)格、承受力情況及工作性質(zhì)等相關(guān),。接頭基本上方式有連接,、鋼筋搭接、丁字形接(正工作交接)和角接等,。塑料激光焊接的應(yīng)用,。
對(duì)接焊縫焊接的截面樣子,取決于被焊接體在焊接前厚度兩接邊的坡口方式,。焊接偏厚的鋼材時(shí),,為了能熔透但在接邊處給出不規(guī)則形狀的坡口,便于相對(duì)容易地送進(jìn)焊絲或焊條,。坡口方式有單層施焊的坡口和雙面施焊的坡口,。激光焊接塑料常見(jiàn)問(wèn)題。
挑選坡口方式時(shí),,除保障熔透外還應(yīng)注意施焊便捷,,填充金屬量減少,焊接形變小是坡口生產(chǎn)加工花費(fèi)劣等要素,。
薄厚不同類型的二塊厚鋼板連接時(shí),,為防止橫截面大幅度變動(dòng)造成很嚴(yán)重的應(yīng)力,,常常把偏厚的板外慢慢打薄,做到兩接邊處等厚,。對(duì)接焊縫的靜強(qiáng)度和疲勞極限比其它連接頭高,。在交替變化、沖擊負(fù)荷下或低溫環(huán)境壓力容器中的工作連接,,常首先選用對(duì)接焊縫的焊接,。
 手機(jī)站
手機(jī)站
 微信公眾號(hào)
微信公眾號(hào)

 0531-88698207
0531-88698207
 點(diǎn)擊咨詢
點(diǎn)擊咨詢 