
12年激光塑料焊接系統(tǒng)制造經(jīng)驗(yàn)
中韓合資企業(yè)--盈云光電
服務(wù)熱線:0531-88698207
生產(chǎn)廠家")
激光器焊接技術(shù)是依靠激光造成熱量使塑膠接觸面積熔融,,從而將熱固性塑料塑膠板材、塑料薄膜或橡塑制品零部件粘接在一起的技術(shù),。它最早使用在20個(gè)世紀(jì)70時(shí)代,,但由于花費(fèi)價(jià)格昂貴,沒(méi)法和更早塑膠粘合技術(shù)相市場(chǎng)競(jìng)爭(zhēng),,如震動(dòng)焊接技術(shù),、發(fā)熱板焊接技術(shù),。但從20世際90年代中期逐漸,,因?yàn)榧す馄骱附蛹夹g(shù)所需的機(jī)器設(shè)備花費(fèi)降低,該技術(shù)才逐漸遭受大眾的普遍熱烈歡迎,。
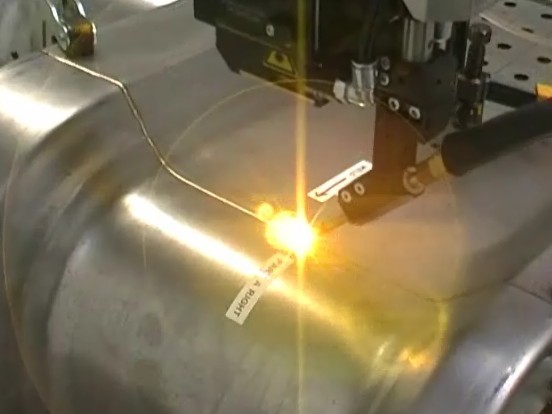
激光器焊接技術(shù)通常是利用拋目鏡或是凸面鏡匯聚周邊熱量,這時(shí)候的激光器就是一個(gè)高溫環(huán)境的熱原,,把它用于產(chǎn)品工件接縫處表面,,可以起到焊接的功效。依據(jù)工件不一樣,,激光器焊接的形式也會(huì)有所不同,,常見的激光器焊接方式就是傳輸焊接和小孔焊接二種。
在航空航天工業(yè)上,,總會(huì)利用激光器焊接技術(shù)去進(jìn)行產(chǎn)品工件修復(fù)的,;在汽車工業(yè)行業(yè),激光器焊接技術(shù)廣泛應(yīng)用于熱管散熱器,、轉(zhuǎn)動(dòng)軸等零部件的生產(chǎn)制造中,。伴隨著激光切割加工技術(shù)的飛速發(fā)展,,激光器焊接技術(shù)的主要用途必定還會(huì)繼續(xù)擴(kuò)張。塑料激光焊接標(biāo)準(zhǔn)規(guī)范及工藝,。
2.3拌和磨擦焊接技術(shù)
拌和磨擦焊接技術(shù),,簡(jiǎn)單的說(shuō)就是利用滑動(dòng)摩擦力造成熱量開展焊接,這決定了它適用范圍,,即低熔點(diǎn)金屬焊接,。這類焊接技術(shù)的自動(dòng)化程度更高一些,連接頭質(zhì)量以及可靠性更強(qiáng),,而且低碳節(jié)能,。激光塑料件焊接工藝參數(shù)。
在開展拌和磨擦焊接環(huán)節(jié)中,,會(huì)將一個(gè)拌和針插進(jìn)焊接中,,利用滑動(dòng)摩擦力對(duì)金屬材料開展加溫,使其呈現(xiàn)一種可塑性情況,,與此同時(shí)金屬材料就會(huì)形成旋轉(zhuǎn)裂縫,,伴隨著拌和針的持續(xù)移位,轉(zhuǎn)動(dòng)裂縫和塑塑料金屬焊接,。
62形金屬材料分別向相反方向挪動(dòng),,金屬材料在制冷以后,焊接空隙相對(duì)密度更高一些,。盈云光電作為山東激光塑料焊接設(shè)備生產(chǎn)廠家,,生產(chǎn)的塑料激光焊接設(shè)備主要應(yīng)用于汽車后尾燈、車載攝像頭,、汽車胎壓監(jiān)測(cè)計(jì),、醫(yī)用流體器件、微流體器件,、液冷燈等產(chǎn)品領(lǐng)域的塑料激光焊接工作,,盈云光電激光塑料焊接設(shè)備,廠家價(jià)格,,歡迎來(lái)電:0531-88698207
拌和焊接技術(shù)主要運(yùn)用于航運(yùn)業(yè),、航天航空業(yè)、建筑行業(yè),、代步工具等行業(yè),。在航運(yùn)業(yè)中,它關(guān)鍵被用于焊接甲板上,、船首里的構(gòu)件,;在航天航空行業(yè),飛機(jī)整體機(jī)身、機(jī)油箱都要用到它,;而代步工具行業(yè),,列車、軌道列車等車身,、交換機(jī)等都會(huì)用攪拌摩擦焊干季技術(shù),。
2.4電渣焊接技術(shù)
電渣焊接技術(shù)是一種利用電阻器熱開展焊接的技術(shù)。它可以一次性焊接建筑鋼材,、鐵股票基金屬等材質(zhì)過(guò)厚的產(chǎn)品工件,,與此同時(shí)產(chǎn)品成本也比較低,焊接品質(zhì)比較高,。
電渣焊接技術(shù)的依據(jù)作用是:把電加熱組作為一種熱原,,用于熔融金屬材料和木料,以后制冷凝結(jié),,使各金屬原子中間相互連接,。常見的電渣焊技術(shù)主要包括熔嘴、非熔嘴電渣焊技術(shù),,絲極電渣焊技術(shù),,板級(jí)電渣焊技術(shù)等。
電渣焊技術(shù)關(guān)鍵被用于一些特殊的區(qū)域或領(lǐng)域,,例如鐵路線每個(gè)站點(diǎn)焊接,;鼓風(fēng)爐殼等厚壁管容器的焊接這些。
2.5等離子弧焊接技術(shù)塑料激光焊接加工,。
等離子弧焊接技術(shù)是一種基于等離子弧切割工業(yè)生產(chǎn)的新式焊接技術(shù),。它是一種比較以及精確的焊接技術(shù)。
等離子弧焊接技術(shù)清晰地說(shuō)該是“縮小電孤焊接”,,這是焊炬把整個(gè)電孤開展最大程度的縮小,,促進(jìn)這其中的低溫等離子效用加重,,以后電孤就變成了一個(gè)具備可靠性,、不可逆性強(qiáng)大的水射流熱原,氣溫高達(dá)~,,然后再直接使用金屬焊接,。一般公司比較常見的等離子弧通常是遷移型與非遷移型二種。激光焊接工藝流程,。
 手機(jī)站
手機(jī)站
 微信公眾號(hào)
微信公眾號(hào)

 0531-88698207
0531-88698207
 點(diǎn)擊咨詢
點(diǎn)擊咨詢 