
12年激光塑料焊接系統(tǒng)制造經(jīng)驗
中韓合資企業(yè)--盈云光電
服務(wù)熱線:0531-88698207
生產(chǎn)廠家")
塑料焊接方法可分為外加熱源軟化、機(jī)械運動軟化和電磁作用軟化:
(1):通過外加熱源軟化的焊接技術(shù)如下:1,。熱板焊接可能是最簡單的英文塑料焊接技術(shù),,但這種方法特別適用于需要大面積焊接表面的大型塑料部件的焊接。一般的英文平面電熱板熔化和軟化需要焊接的兩個平面,,并迅速將電熱板合并到兩個平面,,并加強(qiáng)到冷卻,。該方法焊接裝置簡單,焊接強(qiáng)度高,,產(chǎn)品和焊接部分的形狀設(shè)計相對容易,,但熱板產(chǎn)生的熱量軟化產(chǎn)品,周期長,;熔融樹脂粘附在電熱板上,,不易清洗(電熱板表面涂層F4可以減少這種現(xiàn)象),雜質(zhì)影響粘接強(qiáng)度,;嚴(yán)格控制壓力和時間,,確保適當(dāng)?shù)娜刍浚划?dāng)不同類型的樹脂或金屬與樹脂結(jié)合時,,強(qiáng)度不足,。
2.當(dāng)熱風(fēng)氣流直接吹向接縫區(qū)域時,熱風(fēng)焊接導(dǎo)致接縫區(qū)域與母材相同材料的填充焊絲熔化,。焊縫由填充材料和焊接塑料熔化而成,。該焊接方法焊接設(shè)備易于攜帶,但對操作員的焊接技能要求較高.3,。熱棒和脈沖焊接主要用于焊接連接厚度較小的塑料薄膜,。而且這兩種方法相似,都是將兩片薄膜壓在一起,,用棒或鎳鉻絲產(chǎn)生的瞬時熱量焊接,。
(2):通過機(jī)械運動軟化焊接的方法有:
1.根據(jù)運動軌道可分為直線型和旋轉(zhuǎn)型直線型,可用于直線焊接和平面焊接,,旋轉(zhuǎn)型可用于圓形焊接,。摩擦過程中產(chǎn)生的摩擦熱量使接觸部分的塑料熔化軟化,固定到凝結(jié)牢固,。塑料激光焊接和超聲波焊接,。
2.超聲波焊接超聲波焊接是利用高頻機(jī)械能軟化或熔化接頭的熱塑性塑料。連接部分在壓力作用下固定在一起,,然后通過頻率通常為20或40千赫的超聲振動,。傳感器將大功率振動信號轉(zhuǎn)換為相應(yīng)的機(jī)械能,并應(yīng)用于所需焊接的塑料部件的接觸界面,。焊接部件的接頭瞬間產(chǎn)生高熱量,,使分子交替熔化,從而達(dá)到焊接效果,。超聲波焊接工藝快,,焊接時間不到一秒,易于實現(xiàn)自動化,廣泛應(yīng)用于電子,、電器,、汽車零部件、塑料玩具,、文具,、日用品,、工藝品,、化妝品等行業(yè)。運動焊接是一種需要特殊焊接設(shè)備的自動焊接工藝,。操作人員一旦確定了正確的焊接參數(shù),,就能穩(wěn)定生產(chǎn)。其優(yōu)點是:快速,、靈活,、焊接過短、穩(wěn)定,,無焊劑或保護(hù)氣體,,無有害氣體或熔渣,保證產(chǎn)品焊接質(zhì)量,。
3.高頻焊接高頻焊接是利用電磁感應(yīng)原理高頻感應(yīng)加熱技術(shù),,滲透塑料產(chǎn)品埋在感應(yīng)體或磁性塑料中,焊接塑料可在快速交變電場產(chǎn)生熱量,,使焊接部分迅速軟化熔化,,然后填充接口間隙,輔助完善的機(jī)械設(shè)備實現(xiàn)完美的焊接,。最常用的產(chǎn)生高頻感應(yīng)的方法是利用高頻電流通過線圈獲得強(qiáng)大的高頻磁場,。感應(yīng)體(即加熱體)一般為鐵、鋁,、不銹鋼等材料,,但也采用磁性復(fù)合塑料加工而成。焊接產(chǎn)品包括文具夾,、可充氣物品,、防水衣、血袋等,。
4.紅外焊接技術(shù)類似于電熱板焊接,,將需要焊接的兩部分固定在靠近電熱板但不接觸電熱板的地方。
盈云光電作為山東激光塑料焊接設(shè)備生產(chǎn)廠家,,生產(chǎn)的塑料激光焊接設(shè)備主要應(yīng)用于汽車后尾燈,、車載攝像頭、汽車胎壓監(jiān)測計、醫(yī)用流體器件,、微流體器件,、液冷燈等產(chǎn)品領(lǐng)域的塑料激光焊接工作,盈云光電激光塑料焊接設(shè)備,,廠家價格,,歡迎來電:0531-88698207
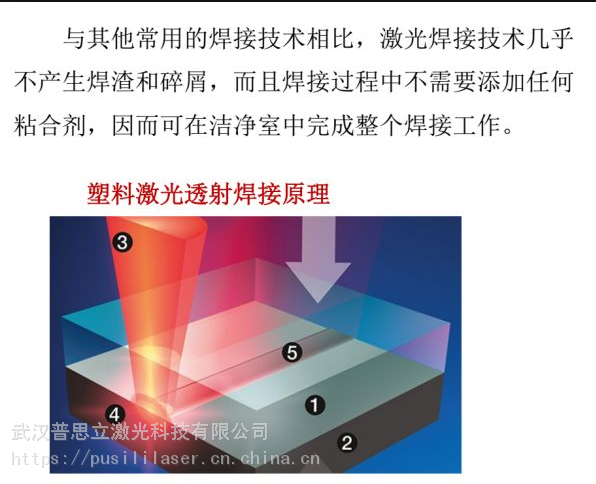
塑料激光焊接要求焊接材料一方具有激光透射性,另一方具有吸收性,,稱為透射塑料激光焊接,。添加吸收劑(碳黑)通常用于吸收不足的材料。只有碳黑也能吸收可見光,,容易導(dǎo)致焊縫顏色變深,,與母材顏色不同。英國焊接學(xué)會(TWI,,TheWeldingInstitute)可見光透明染料已經(jīng)開發(fā)出來,,可以解決這個問題。
激光通過滲透性塑料到達(dá)吸收性塑料表面,,吸收性塑料在加熱下軟化熔化,。同時,由于熱傳導(dǎo),,滲透性塑料側(cè)也被軟化和熔化,。熔核尺寸滿足要求后,拆除激光熱源,,在壓力下焊接,。
 手機(jī)站
手機(jī)站
 微信公眾號
微信公眾號

 0531-88698207
0531-88698207
 點擊咨詢
點擊咨詢 